Calculating Heat Input For Welding
Imagine you're baking a cake. You wouldn't just shove it in the oven and hope for the best, right? You'd check the recipe, set the temperature, and keep an eye on the timer. Welding, believe it or not, is kind of the same way. It's all about applying the right amount of heat.
And how do we figure out that "right amount"? Well, that's where the magic of "heat input" comes in. Think of it as the secret ingredient for a perfect weld. Not enough, and your metal won't fuse properly. Too much, and you might end up with a melted mess. Nobody wants a melted mess.
The Recipe for Welding Goodness
The basic idea is pretty simple. We're trying to measure how much energy, in the form of heat, is being put into the metal during the welding process. It's like figuring out how much energy your oven is using to bake that cake.
Must Read
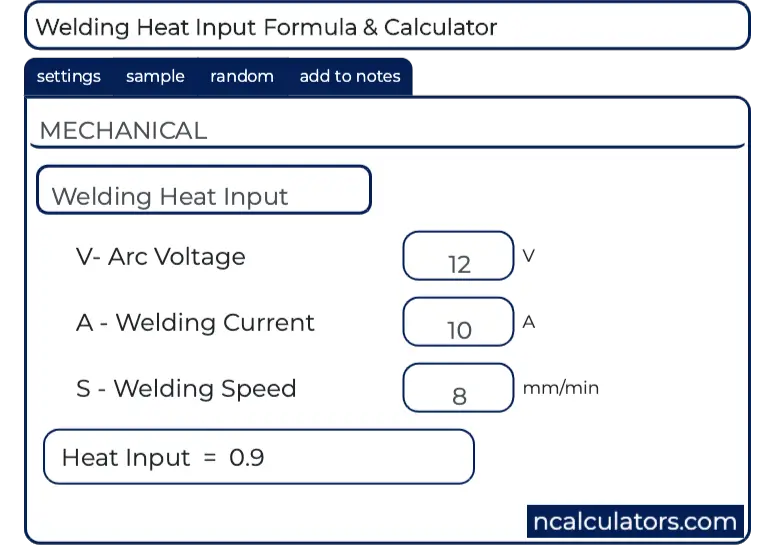
The usual formula looks something like this: Heat Input = (Voltage x Current x 60) / Travel Speed. Don't freak out! It's not as scary as it looks. We'll break it down like making a simple sauce.
Voltage: The Electrical Push
Think of voltage as the electrical "oomph" behind the weld. It's the force that's driving the electricity through the circuit.
Imagine voltage as the chef’s determination. A high voltage is like a very determined chef, who really wants to make this weld happen, pushing all the ingredients (electricity) forward!
It's measured in volts, usually with a voltmeter. Your welding machine displays this, no problem! Just like a chef needs to know how hot to make the oven.
Current: The Electrical Flow
Current, measured in amps, is the amount of electricity actually flowing through the circuit. A higher current means more electrons are zipping through the metal.

Think of current as the amount of flour in your cake. More current is more flour; more electricity to create the bond! You want the ingredients flowing to get a great product.
Just like voltage, you can read the current directly from your welding machine's display. Again, a nice easy reading and a good, strong connection is required.
Travel Speed: The Pace of the Torch
Travel speed is how quickly you're moving the welding torch along the metal. Slow and steady might win the race in fables, but in welding, the right speed is key to balance.
Think of travel speed as how quickly you spread icing on a cake. If you move too fast, you get thin covering. Too slow, and it's a mountain of icing. Just right, and it's perfection!
This one you have to measure yourself. Usually with a tape measure and a stopwatch or just get a good feel for it. It's measured in inches per minute (or millimeters per minute, depending on where you are). This is the human element, so it's always fun!

Putting it All Together: The Grand Finale
Now that we have all the ingredients, we just plug them into the formula! Voltage times Current, all multiplied by 60 to turn seconds into minutes. Then divide it by travel speed.
Let's say your voltage is 20 volts, your current is 100 amps, and your travel speed is 10 inches per minute. That's (20 x 100 x 60) / 10 = 12,000 Joules per inch. Boom! You've calculated your heat input!
But hold on, there's one more little detail we have to consider. It’s all about efficiency.
Efficiency: The Little Secret Ingredient
Not all of the electrical energy that goes into the welding machine actually ends up as heat in the weld. Some of it gets lost along the way as light, sound, or even just heat in the machine itself.
This is where the "efficiency factor" comes in. It's a number, usually between 0 and 1, that tells you how much of the electrical energy is actually being used to melt the metal.

The efficiency factor depends on the welding process. For example, SMAW (stick welding) has an efficiency factor of around 0.8, while GMAW (MIG welding) is around 0.9. GTAW (TIG welding) can be around 0.7
So, if you are using a GMAW and your heat input was 12,000 Joules per inch, you'd multiply that by 0.9 to get the actual heat input. 12,000 x 0.9 = 10,800 Joules per inch. This is a good estimation for the welding.
Why Bother with All This Math?
You might be thinking, "This seems like a lot of work! Why can't I just crank up the heat until it looks good?". And you know, sometimes that works! But not always.
Controlling heat input is crucial for achieving a strong and durable weld. Too much heat can weaken the metal, leading to cracks or distortion. It’s the same as baking a pizza at too high heat, you will end up with a burnt bottom.
Also, different metals require different amounts of heat. Welding aluminum is very different than welding steel. Aluminum is more sensitive to overheating.
The Art and Science of Welding
Welding, at its core, is a combination of art and science. The science part is understanding the principles of heat input and metallurgy. The art part is knowing how to apply those principles in practice.
Experienced welders develop a feel for the right amount of heat. They can hear it in the sound of the arc, see it in the color of the molten metal, and feel it in the way the metal flows.
It's like a chef who knows instinctively when a cake is done, even without looking at the timer. But even the best chefs still use recipes as a guide. And the best welders still understand the importance of heat input.
Heat Input and You: A Love Story
So, next time you're welding, don't just think about melting metal. Think about the heat input! Think about voltage, current, travel speed, and efficiency. Think about the amazing physics that's happening right before your eyes.
It's not just about joining two pieces of metal together. It's about creating a strong, durable bond that will last for years to come. It's about understanding the science of welding and the art of craftsmanship.
And who knows, maybe you'll even fall in love with heat input! Okay, maybe not. But hopefully, you'll at least appreciate it a little bit more. Happy welding! And good luck with your next welding recipe!