How Does Arc Blow Affect Welding

Alright, grab a coffee, pull up a chair. Ever tried to paint a masterpiece, only to have your brush suddenly decide it wants to draw a mustache on your Mona Lisa? Or tried to write a perfectly straight line, but your pen just insists on swerving like it’s had too much espresso? Well, that, my friends, is a tiny peek into the delightful world of arc blow for a welder.
Imagine you’re a welder. You’re there, focused, a steady hand, creating beautiful, strong metal bonds. It’s an art form, really! You strike your arc, that glorious little lightning bolt, and expect it to behave. But sometimes, just sometimes, that arc decides it’s had enough of your rules. It starts to wander, drift, push, or pull like a toddler on a sugar rush. That, my friends, is the mischief-maker we call arc blow.
So, What Is This Pesky Arc Blow Anyway?
At its core, arc blow is like the universe’s way of reminding us that electromagnetism is real, and it likes to mess with our perfectly laid plans. When you’re welding, especially with direct current (DC), you’ve got a massive electric current flowing through your electrode, the arc, and the workpiece. And wherever there’s current, there’s a magnetic field. Think of it like a tiny, invisible force field surrounding your welding path.
Must Read
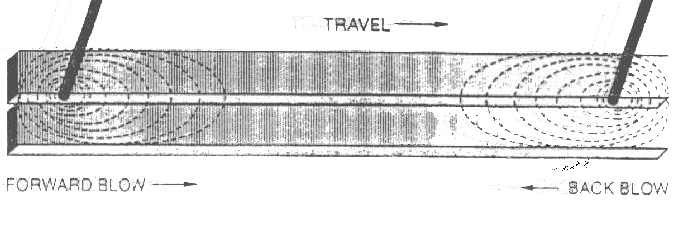
Normally, these fields are happy enough. They're like well-behaved commuters. But sometimes, especially at the start or end of a weld, or if your workpiece is a bit chunky, these magnetic fields get all out of whack. They become unbalanced. And what happens then? They start to push and pull on your arc like a playground bully on a swing set!
Your arc, which is essentially a stream of superheated, ionized gas and electrons, gets shoved around. It’s like trying to pour water from a hose when someone keeps wiggling the nozzle – the stream just goes everywhere but where you want it to.
Why Does This Magnetic Mayhem Happen?
Good question! It's usually down to a few culprits:

- Direct Current (DC): This is the big one. DC creates a constant magnetic field. AC (alternating current) fields are constantly flipping direction, effectively canceling out some of the magnetic mischief. So, DC is often the primary suspect.
- Ferromagnetic Materials: Welding on steel or other magnetic materials? Bingo! These materials can concentrate the magnetic fields, making them even stronger and more prone to imbalance.
- Workpiece Geometry: If you’re welding near the edge of a plate, or into a corner, or on something with varying thickness, the magnetic field distribution gets really uneven. It’s like trying to navigate a ship through choppy waters instead of a smooth lake.
- Ground Clamp Placement: This is surprisingly critical. Where you connect your ground clamp directly impacts the path of the current and, you guessed it, the magnetic fields. A poorly placed ground can create a magnetic field hotspot that nudges your arc sideways.
The Disastrous (and Hilarious) Consequences
When arc blow strikes, it’s not just a minor annoyance. Oh no. It leads to a whole host of welding nightmares:
First up, spatter! Instead of a smooth, controlled puddle, you get metal droplets flying off in every direction like tiny, angry fireworks. Your weld looks less like a neat seam and more like a pigeon had a messy meal.
Then there’s porosity. Those tiny little bubbles and holes in your weld? That’s often arc blow causing gases to get trapped because the arc isn't stable enough to properly melt and fuse the metal. It’s like a Swiss cheese weld, only far less delicious and structurally sound.

You also get incomplete fusion and undercutting. The arc isn't strong enough or focused enough to properly melt both pieces of metal together, or it digs a little groove alongside your weld. The finished product looks weak, flimsy, and frankly, a bit sad. It's like trying to glue two things together, but the glue keeps running off the side.
And the most infuriating part? It makes controlling the arc feel like trying to herd cats in zero gravity. The welder is fighting the arc, trying to push it back into line, making for a truly frustrating day at the office (or workshop).
Don't Despair! Fighting Back Against Arc Blow!
Fear not, brave welders! While arc blow can be a pain in the... well, you know, it’s not unconquerable. There are some clever tricks to tame this magnetic beast:

1. Switch to AC! If your machine allows it, switching from DC to alternating current (AC) is often the quickest fix. Because AC fields constantly reverse, they effectively cancel out much of the problematic magnetic build-up. It's like having a self-cleaning magnetic field!
2. Relocate Your Ground Clamp: This is often the first thing experienced welders try. Move that ground clamp around! Try placing it at the end of the weld, then at the start, or even directly on the part you're currently welding. Experimentation is key here – sometimes a subtle shift makes all the difference.
3. Shorten Your Arc Length: Get in closer! A shorter arc means the magnetic fields have less distance to push and pull your arc around. It’s like gripping the steering wheel tighter when you hit a bumpy road.
4. Lower Your Current or Travel Speed: Less current means a weaker magnetic field. Slower travel speed gives the molten puddle more time to stabilize before the magnetic forces can totally re-assert themselves. Think of it as hitting the brakes on the magnetic mayhem.
5. Wrap the Ground Cable: This one sounds a bit like voodoo, but it works! Sometimes, wrapping the ground cable a few times around the workpiece creates a counter-magnetic field that helps neutralize the troublesome one. It's like setting up a magnetic force field around your force field!
6. Demagnetize the Workpiece: For extremely stubborn cases, or if you're welding on something that's already magnetized (like a big old rusty beam), you might need to actually demagnetize it before you even start. This is a bit more specialized but can be a lifesaver.
So, there you have it. Arc blow: the invisible, magnetic force that delights in making a welder's life just a little bit harder. But with a bit of understanding and a few clever tricks, you can wrestle that wandering arc back into submission and get back to creating those beautiful, strong, non-swiss-cheese welds. Happy welding, and may your arcs always be straight!