Mig Welder Settings For Stainless Steel
Alright, pal, let's talk stainless steel MIG welding! Don't worry, it's not rocket surgery, even though some folks make it sound like you need a PhD in metallurgy. We're going to break it down, keep it simple, and hopefully, you'll be laying down some beautiful beads in no time. Ready? Let's get started!
Understanding the Basics: You Got This!
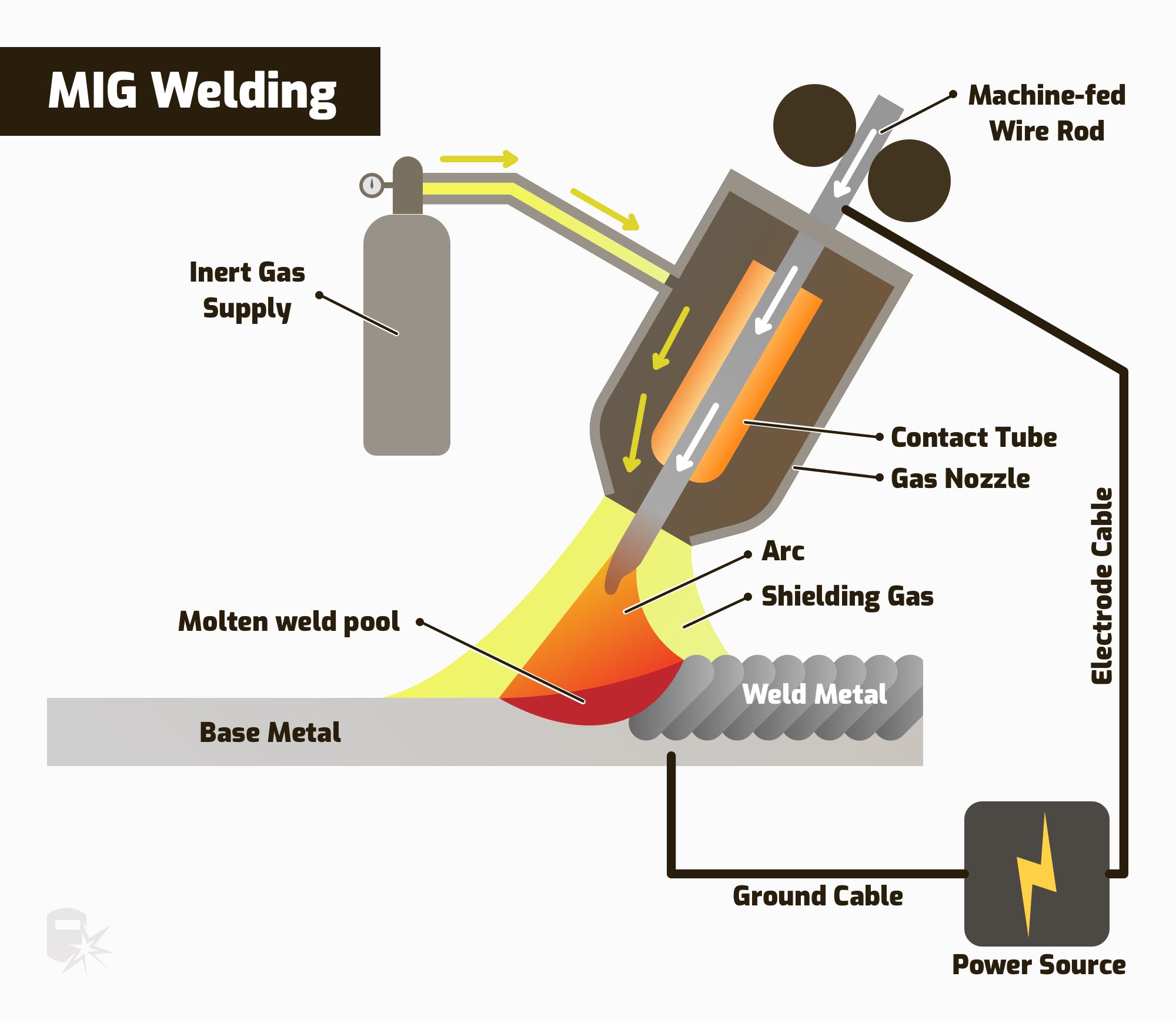
First things first, what even are we talking about? MIG welding stainless steel involves using a continuous wire electrode fed through a welding gun, shielded by an inert gas (usually a mix of argon and CO2, but we’ll get to that later). The heat from the electric arc melts the base metal and the filler wire, fusing them together. Think of it like a super-powered hot glue gun for metal! Except, you know, way cooler and way more permanent.
The key difference with stainless steel is its corrosion resistance. It's all thanks to chromium. But to keep that resistance, we need to be careful with our settings to avoid messing up the fancy metallurgy inside the steel. We can’t just crank it up and hope for the best, unless, of course, you enjoy cleaning up a mess. Spoiler alert: nobody enjoys that.
Must Read
Gas: The Invisible Protector (and Wallet Emptier)
Choosing the right shielding gas is crucial. It protects the weld pool from atmospheric contamination. Imagine trying to build a sandcastle in a hurricane – that’s what welding without shielding gas is like. Good luck with that! Generally, a mixture of 90% argon and 10% CO2 is a solid starting point for most stainless steel applications. You can also use 98% Argon and 2% CO2. It depends on the stainless grade you are welding, the welding process, and desired finish.
Argon provides a stable arc and good weld puddle control. CO2 improves penetration and helps clean the weld. Too much CO2, and you risk carbonizing the weld, losing that sweet corrosion resistance. Nobody wants rusty stainless steel! Unless you're going for that "industrial chic" look, in which case, carry on!
Gas flow rate? Aim for around 20-25 cubic feet per hour (CFH). Too little, and you get porosity (tiny holes in your weld). Too much, and you waste gas and can create turbulence that sucks in contaminants. Finding that sweet spot is like Goldilocks and the Three Bears, but with welding gas. Just right!
Voltage and Wire Feed Speed: Finding the Harmony
Okay, here's where things get a little more nuanced. Voltage controls the arc length, and wire feed speed (WFS) controls the amount of filler metal being fed into the weld. Finding the right balance is like conducting an orchestra, except instead of instruments, you have sparks and molten metal. A truly heavy metal orchestra!
Generally speaking, for stainless steel, you'll want to start with lower voltage and lower wire feed speed compared to mild steel. This helps prevent overheating and distortion. Nobody wants their stainless steel project looking like a melted Dali clock. Use a scrap piece of the same material to dial in your settings before moving on to the real workpiece. This is your experimental laboratory, so go wild!
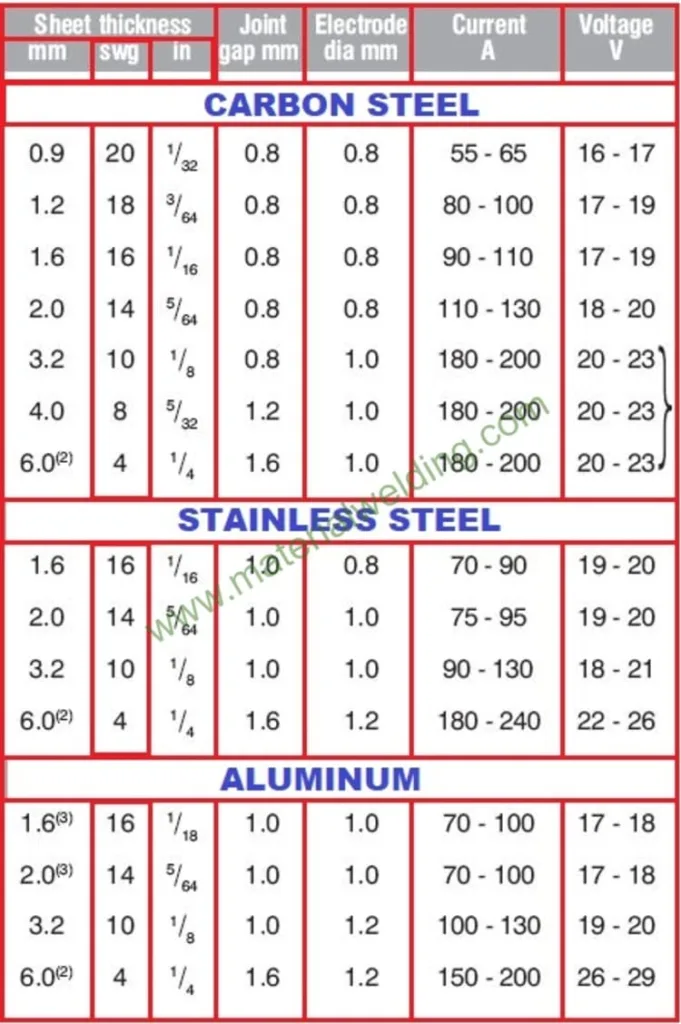
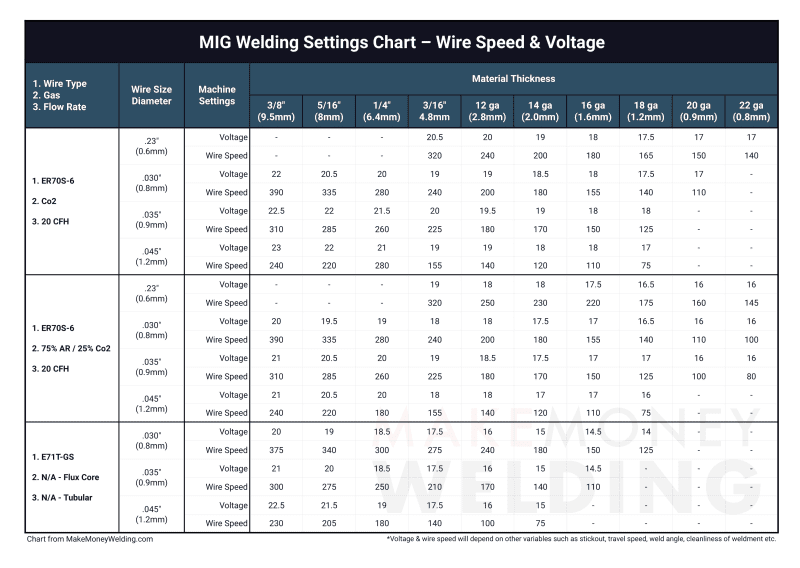
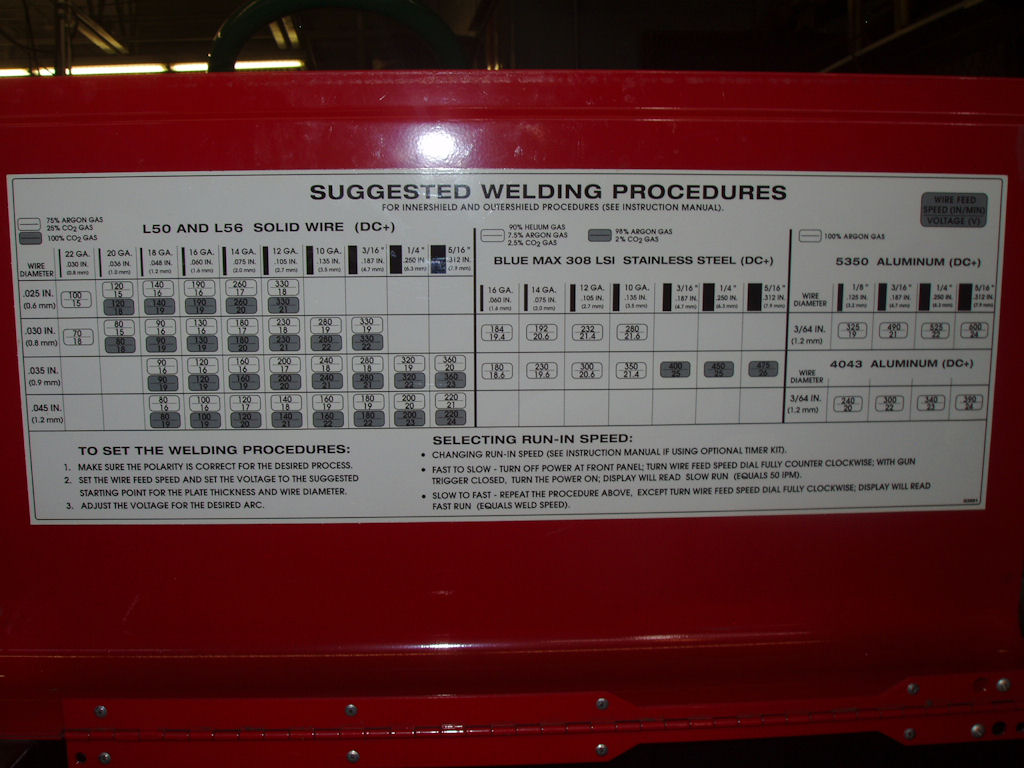
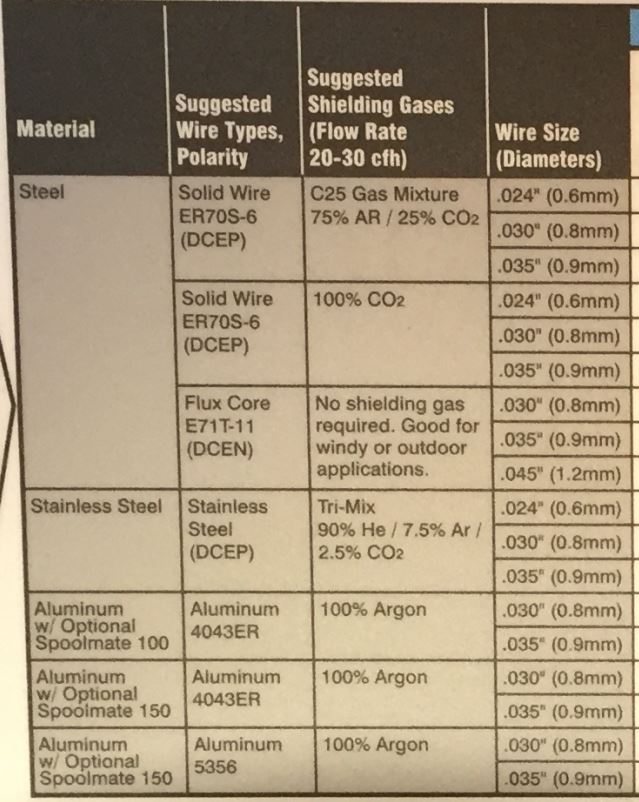
A good starting point is to consult your welding machine's chart. It usually has recommended settings based on material thickness and wire diameter. Remember, those charts are just guidelines! Every machine and every welder is different, so experiment.
If the arc sounds like sizzling bacon and sputters a lot, your voltage is probably too low. If it’s hissing loudly and spraying metal everywhere, it's probably too high. The goal is a smooth, consistent buzzing sound, like a contented bee hard at work. Buzzzzzzzz!
Pro-tip: Listen to your weld. It will tell you everything you need to know. Also, always wear your ear protection, that buzzing will drive you crazy after a while.
Wire: Choosing the Right Flavor
Stainless steel MIG wire comes in various flavors (grades), each suited for different applications. The most common is 308L, which is good for general-purpose welding of 304 and 304L stainless steels. 316L is another popular choice, especially for applications requiring higher corrosion resistance. Remember to check the spec sheets to make sure the filler metal matches the base metal. It's like matching wine with food - you want the flavors to complement each other!
Wire diameter also matters. Thinner wire (e.g., 0.030") is better for thinner materials, while thicker wire (e.g., 0.035") is better for thicker materials. It's a Goldilocks situation again, not too thick, not too thin, but just right!
Technique: Slow and Steady Wins the Race
When welding stainless steel, it's best to use a slow and steady travel speed. This helps prevent overheating and allows the weld pool to solidify properly. A slight weave or circular motion can also help distribute the heat evenly and create a wider weld bead. Think of it like painting a masterpiece. Take your time, be deliberate, and enjoy the process. After all, you're creating something beautiful!
Also, cleanliness is key. Make sure your base metal is free from rust, oil, and other contaminants. A quick wipe with acetone or a stainless steel cleaner will do the trick. A clean surface helps with arc start, and helps prevent weld contamination.
And lastly, avoid excessive heat input. Stainless steel is sensitive to heat, and overheating can cause distortion and reduce its corrosion resistance. Use short welds, allow the material to cool down between passes, and don't be afraid to take a break. It's not a race, unless you're competing in a welding competition. In that case, good luck and may the best welder win!
You've Got This!
So, there you have it! A (hopefully) not-too-intimidating guide to MIG welding stainless steel. Remember to start with the basics, experiment with your settings, and don't be afraid to make mistakes. We all start somewhere! And most importantly, have fun! Welding is a skill that can open up a whole world of creative possibilities. Now go out there and create something amazing! I believe in you. And if you mess up? Just grind it down and try again. That's the beauty of welding!