Oxy Acetylene Welding Torch Tip Sizes

Okay, picture this: I’m sweating bullets, trying to fix a wobbly metal chair leg. The oxy-acetylene torch is hissing like an angry goose, and molten metal is doing everything but what I want it to. It’s splattering, sputtering, and generally laughing at my amateur welding skills. Turns out? I had the wrong tip size. D’oh! That’s when I realized just how crucial those tiny little nozzles are.
So, let’s talk about oxy-acetylene welding torch tip sizes. Because trust me, getting it right can be the difference between a beautiful bead and a metal massacre. We've all been there, right? Maybe not with a chair, but definitely with something equally frustrating.
Why Tip Size Matters (More Than You Think!)
Think of the torch tip like the nozzle on your garden hose. Too small, and you’re just dribbling water. Too big, and you’re blasting away topsoil. The tip controls the volume and velocity of the gas mixture (oxygen and acetylene, obviously) that comes out, and therefore, it controls the heat and the size of the flame. Pretty important stuff.
Must Read
Side note: Safety first, people! Always wear proper eye and face protection when welding. Seriously, don't be a hero. Your eyeballs will thank you.
Using the wrong tip size can lead to a whole host of problems:

- Not Enough Heat: The metal won't melt properly, resulting in weak or non-existent welds. Think cold, lumpy, and sad.
- Too Much Heat: You’ll burn through the metal, create excessive spatter, and generally make a mess. Hello, big ugly holes!
- Poor Bead Quality: The weld will be uneven, porous, and generally unattractive. Nobody wants a weld that looks like it was done by a drunken robot.
- Gas Waste: Inefficient use of gas means more trips to the welding supply store. And nobody wants that, right?
- Potential Safety Hazards: Improper gas mixture can create dangerous conditions. Safety first, remember?
Decoding the Numbers: What Do They Mean?
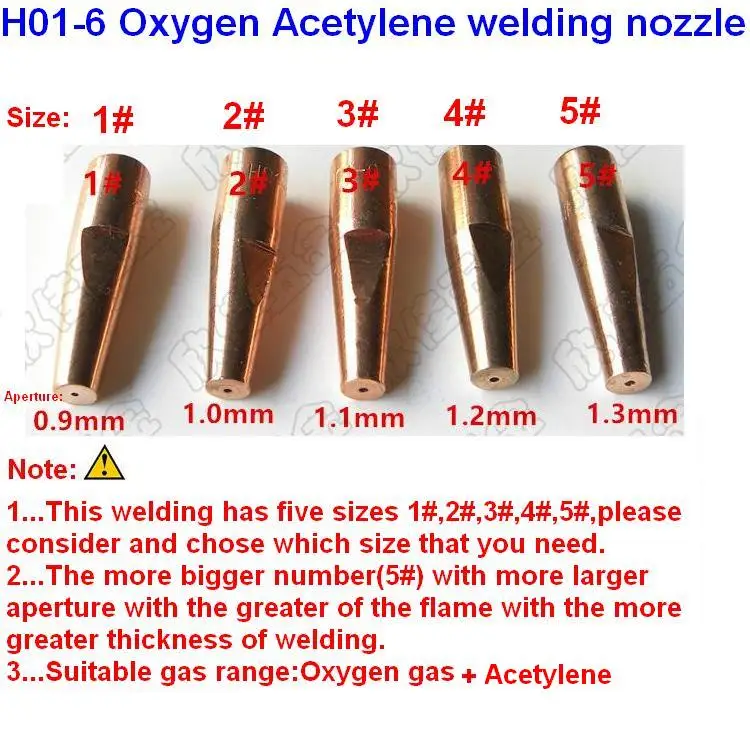
Okay, here's where it gets a little technical, but stick with me! Oxy-acetylene welding tips are typically numbered, and these numbers correspond to the size of the orifice (the tiny hole) through which the gas flows. Generally, the larger the number, the larger the orifice, and the larger the flame.
Each manufacturer has their own numbering system, and the numbers themselves don't directly correlate to a specific measurement (like diameter in inches or millimeters). So, a #2 tip from one brand might be slightly different than a #2 tip from another brand. Annoying, right?
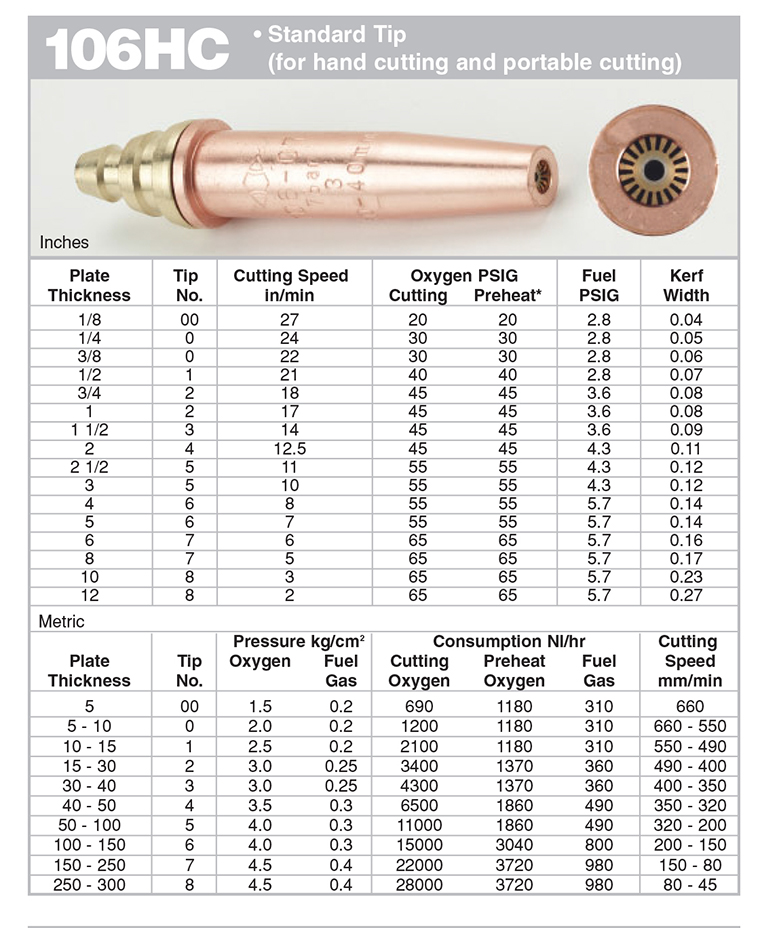
Most manufacturers provide charts that show the recommended tip size for different metal thicknesses. This chart is your best friend. Seriously, print it out and stick it on your welding bench. It'll save you a lot of headaches (and burned metal).
Choosing the Right Tip: A Practical Guide
Here’s a simplified breakdown. Always consult the manufacturer's chart for specific recommendations for your equipment and the metal you’re working with. Remember, these are guidelines, not gospel.
- Very Thin Sheet Metal (24 gauge or less): Use a very small tip (like a #000 or #00). You need very little heat to avoid burning through.
- Thin Sheet Metal (20-22 gauge): A small tip (like a #0 or #1) is usually appropriate.
- Medium Thickness Steel (16-18 gauge): A medium-sized tip (like a #2 or #3) will provide enough heat for a good weld.
- Thick Steel (1/8 inch or more): You’ll need a larger tip (like a #4 or higher) to generate enough heat.
Pro-Tip: When in doubt, start with a smaller tip. You can always increase the tip size if you're not getting enough heat. It's much easier to add heat than to remove it! Experimenting with scrap metal is always a good idea. Trust me on this one.
Remember to adjust your gas pressure accordingly after changing your tip size. A larger tip will need more gas flow than a smaller tip.

Cleaning and Maintaining Your Tips
Clogged or dirty tips can cause a whole range of problems, from uneven flames to backfires (which are scary and dangerous). Use tip cleaners to remove any debris or build-up from the orifice. Don’t use anything abrasive, like a drill bit, as you could damage the tip.
Regularly inspect your tips for damage, such as cracks or dents. Damaged tips can cause uneven gas flow and lead to poor welds.
So, there you have it! A crash course in oxy-acetylene welding torch tip sizes. Hopefully, now you'll be able to weld like a pro (or at least avoid melting your project into a puddle of frustration). Happy welding!