Oxygen Setting For Cutting Torch

Hey there, welding buddy! Or, you know, just someone curious about torches. Ever stared at those gauges on your cutting torch setup, scratching your head, and wondering, "What in the world should my oxygen setting actually be?" Yeah, me too, for a good long while. It’s like trying to find the perfect temperature for your shower – too hot, you're scalded; too cold, you're shivering. There's a sweet spot, and for cutting metal, that sweet spot is everything.
Think of it this way: your fuel gas (acetylene, propane, MAPP, whatever) is like the match that lights the campfire. It gets things hot, super hot! But it’s the oxygen that's the real hero, the big boss, the one that actually does the cutting. It's not just making the flame hotter; it's literally oxidizing the metal, blowing it away. Pretty cool, right? Like a tiny, controlled explosion clearing a path.
Too Much Oxygen? Oh Dear...
So, what happens if you crank that oxygen dial all the way up, thinking "more power, more cut"? Oh honey, no. You'll get what I like to call the "scream and sputter" effect. Your torch will sound like an angry banshee, hissing and popping like crazy. You’ll be wasting gas like it's going out of style (and trust me, those bottles aren't cheap!).
Must Read
And the cut? Ugh. It'll be wide, ragged, and probably leave you with a huge, gloopy mess of slag that’s harder to clean than my teenager’s room. It's like trying to blow out a candle with a firehose – total overkill, inefficient, and just makes a big splash. Your precious metal will look less like a clean cut and more like a beaver had a really bad day trying to gnaw through it. Not ideal for that masterpiece you’re trying to create, right?
Not Enough Oxygen? The Slag Monster Awakens!
Okay, so too much is bad. What about too little? This is where the slag monster comes out to play. If your oxygen pressure is too low, your torch flame will drag, sputter, and you'll struggle to get through the material. It's like trying to cut butter with a dull spoon – you’re just smearing it around, making a mess, and not really getting anywhere.
You'll end up with a ridiculously slow cut, and the bottom edge will be, well, let's just say less than pristine. We're talking heavy, solidified slag that clings to your workpiece like a stubborn barnacle. You'll spend more time grinding and chipping that stuff off than you did trying to cut. And let's be real, who wants extra work? We're here to cut, not to become professional slag removers!
Finding That Goldilocks Zone: The Sweet Spot!
Alright, so we know the extremes. How do we find that magical middle ground, the Goldilocks zone where everything is just right? It's a bit of an art, a bit of science, and a whole lot of listening and watching.

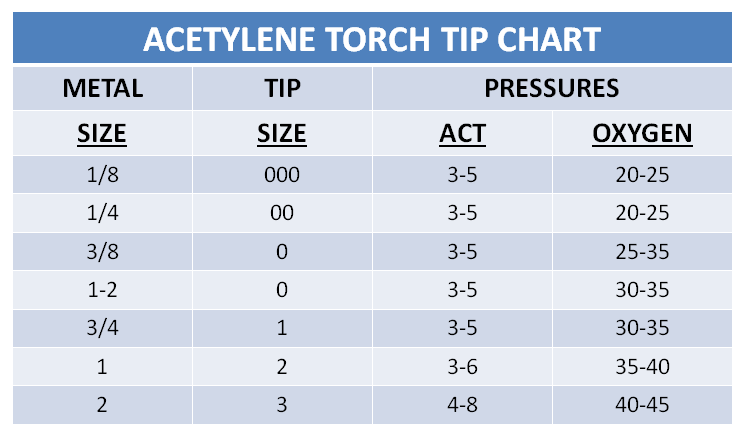
Generally, you want to start with the manufacturer's recommended settings for your tip size and material thickness. Those numbers on the charts aren't just for decoration, you know! They’re a fantastic starting point. But don't be afraid to tweak them a little.
Listen Closely...
Your torch will talk to you. When the oxygen is dialed in correctly, you'll hear a strong, steady, almost whispery roar. It’s a powerful but controlled sound. If it’s popping and sputtering, you’re off. If it’s too quiet and just sort of hissing weakly, you’re off there too. Think of it like a purring tiger – powerful, but smooth.

Watch That Puddle!
As you're cutting, watch the molten puddle of metal. When the oxygen pressure is correct, the cutting stream will be narrow, bright, and the molten metal (the slag) will be blown cleanly through the bottom of the cut (the kerf) in a shower of sparks. It'll look effortless, like the torch is just gliding through butter. If it's splattering all over the place or piling up underneath, you need to adjust.
The kerf itself (that little groove you're making) should be narrow and consistent. If it’s super wide and irregular, too much oxygen. If you’re barely making a dent, not enough. You’re aiming for a clean, sharp line, like you drew it with a very hot pencil.
Quick Tips for Torch Taming!
- Start low, go slow: Always begin with slightly lower pressures and increase them gradually until you hear and see that sweet spot. It's easier to add than to take away.
- Check your tip: A clogged or damaged tip can throw everything off, no matter how perfect your settings are. Keep it clean!
- Practice, practice, practice: Like learning to ride a bike, it feels awkward at first. But the more you do it, the more intuitive it becomes. Grab some scrap metal and just go for it!
- Safety first, always! We’re playing with fire and super-hot metal here. Proper PPE is non-negotiable.
So, next time you grab that torch, don't just guess. Listen, watch, and understand what that oxygen is doing. It's not just a gas; it's the engine of your cut. Get it right, and you'll be making clean, beautiful cuts that'll make your shop buddies jealous. And isn't that what it's all about? Happy cutting!
