Set Up Oxy Acetylene Cutting Torch

Alright, settle in folks, grab your (figurative) coffee, and let's talk about playing with fire! Or, you know, responsibly setting up an oxy-acetylene cutting torch. Now, I know what you’re thinking: "Sounds intimidating!" And yeah, a little bit. But so does parallel parking, and look at you go (probably). Think of it this way: it’s just a fancy, fiery pen for signing your name… on metal! (Don't actually sign your name on metal with it. Safety first!).
Step 1: Gathering Your Arsenal (Of Safety!)
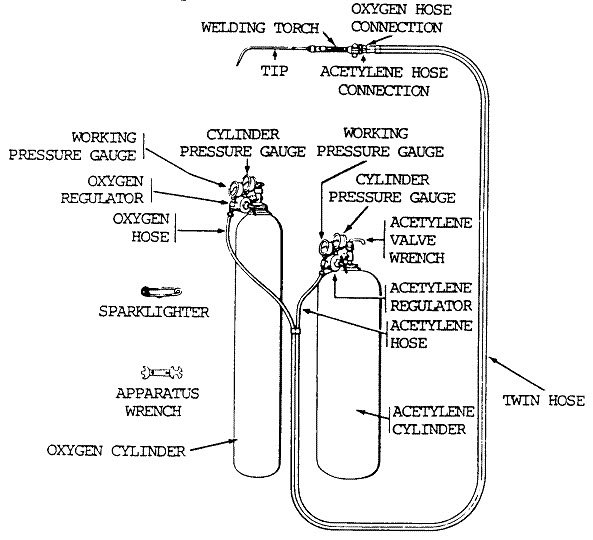
First things first, you gotta round up your equipment. This ain’t a 'wing it' kind of situation. We need: an oxygen cylinder (the tall, green one), an acetylene cylinder (the shorter, usually black or maroon one), regulators for both, hoses (usually color-coded – oxygen is green, acetylene is red), the torch itself (the pointy end that does the magic), safety goggles (essential! Unless you enjoy impromptu eye exams), gloves (protect those precious digits!), a striker (to light the darn thing), and a bucket of water (for quenching hot metal, and maybe, just maybe, your thirst. Kidding! Don’t drink the bucket water!).
Pro-tip: Make sure your cylinders are in good nick. We’re talking no dents, no rust, no lingering scent of old gym socks. And always, always, secure them upright. Imagine a cylinder falling over and shearing off its valve. Suddenly you have a runaway rocket powered by compressed gas. It’s less “cool action movie” and more “expensive property damage claim”.
Must Read
Step 2: The Regulator Dance (No Actual Dancing Required... Probably)
Now for the regulators. These little guys are like the bouncers at the gas club, controlling the flow. Connect the oxygen regulator to the oxygen cylinder and the acetylene regulator to the acetylene cylinder. Important! Make sure the fittings are clean and the right way around. Forcing things is never a good idea, especially when dealing with highly flammable gas. It's like trying to put a square peg in a round hole, except the consequences involve a potential fireball.
Fact: Did you know acetylene is so unstable that it's transported dissolved in acetone? It’s like a shy gas hiding in a solvent. And here we are about to unleash it’s fiery fury on some unsuspecting steel. The irony!

Step 3: Hose It Down (Figuratively... And Literally, Check For Leaks!)
Attach the hoses to the regulators and the torch. Oxygen to oxygen, acetylene to acetylene. Don't be that guy who mixes them up. That’s a recipe for… well, let's just say it’s not a recipe you want to try. Once they're connected, do a quick leak check. Lightly soap up the connections with some soapy water. If you see bubbles forming, that's a leak! Tighten the connections until the bubbles disappear. Think of it like popping bubble wrap, but with slightly higher stakes.
Step 4: Torch Talk (Understanding Your Fiery Friend)
Your cutting torch has two valves: one for oxygen and one for acetylene. Usually, the acetylene valve is red, and the oxygen valve is green (because consistency is king!). There’s also a cutting lever, which blasts a jet of pure oxygen to do the actual cutting. Treat it with respect. It's like the 'fast forward' button on a metal-melting machine.
Step 5: Let There Be (Controlled) Fire!
Here's the moment of truth. Open the acetylene cylinder valve slowly. Like you’re approaching a sleeping dragon. Then, adjust the acetylene regulator to the recommended pressure (usually around 5-7 PSI, but check your manufacturer’s instructions!). Next, open the acetylene valve on the torch a little bit and use the striker to light the gas. You should get a sooty, yellowish flame. Don’t be alarmed, it’s supposed to look like that. It's like a tiny, controlled grease fire… which is way more appealing than an uncontrolled one.
Now, slowly open the oxygen valve on the torch. The flame will become brighter and more focused. Adjust the oxygen until you get a neutral flame – a sharp, well-defined inner cone surrounded by a fainter outer envelope. This is the Goldilocks zone of flame types. Not too oxidizing, not too carburizing… just right!

Warning: A carburizing flame (too much acetylene) will leave carbon deposits on your metal, while an oxidizing flame (too much oxygen) can cause unwanted oxidation. So, aim for neutral! It's like making the perfect cup of coffee; a little practice makes perfect.
Step 6: Unleash the Cutting Fury! (Responsibly, Of Course)
Now you're ready to cut! Position the inner cone of the flame just above the metal you want to cut. Preheat the metal until it’s glowing cherry red. Then, depress the cutting lever. A jet of pure oxygen will blast through the preheated metal, oxidizing it rapidly and creating a clean, narrow cut. Think of it as a surgical strike with fiery consequences!

Move the torch steadily along the cutting line. If the cut starts to sputter or stall, increase the preheating time or adjust the oxygen pressure. It's like coaxing a stubborn donkey up a hill. Patience and a firm hand are key.
Step 7: Cool Down Time (Literally)
Once you’re done cutting, turn off the torch valves in reverse order: oxygen first, then acetylene. Close the cylinder valves and bleed the hoses by opening the torch valves until the pressure gauges read zero. This releases any remaining gas and prevents pressure buildup. Finally, quench the hot metal in your bucket of water. Safety first! You don’t want any unexpected singed eyebrows.
Congratulations! You've successfully set up and used an oxy-acetylene cutting torch. Now go forth and create… responsibly, safely, and hopefully without setting anything on fire that wasn't supposed to be.