Shielding Gas For Stainless Mig Welding
Okay, so picture this: I’m elbow-deep in a project, trying to weld some stainless steel railing for my deck. (Yes, I'm attempting to be all fancy and modern. Don't judge!). I'm using MIG, thinking it'll be a breeze. First weld? Porosity city! Looked like someone sneezed all over my beautiful, shiny metal. Grrr! What gives?
Turns out, the gas I was using – plain ol’ CO2 – was a major no-no for stainless steel. It’s like trying to bake a cake with motor oil instead of butter. Wrong tool for the job, my friend.
That little debacle taught me a valuable lesson: shielding gas is way more important than you think, especially when you're dealing with the finicky world of stainless steel MIG welding.
Must Read
Why Can't I Just Use Any Old Gas?
Stainless steel, bless its corrosion-resistant heart, is a bit of a drama queen. It needs the right environment to weld properly. The shielding gas creates that environment by protecting the molten weld pool from the atmosphere – specifically, oxygen, nitrogen, and hydrogen. These nasty elements can cause all sorts of problems like porosity, cracking, and reduced corrosion resistance. And nobody wants a rusty, cracked deck railing, right? (Definitely not me!).
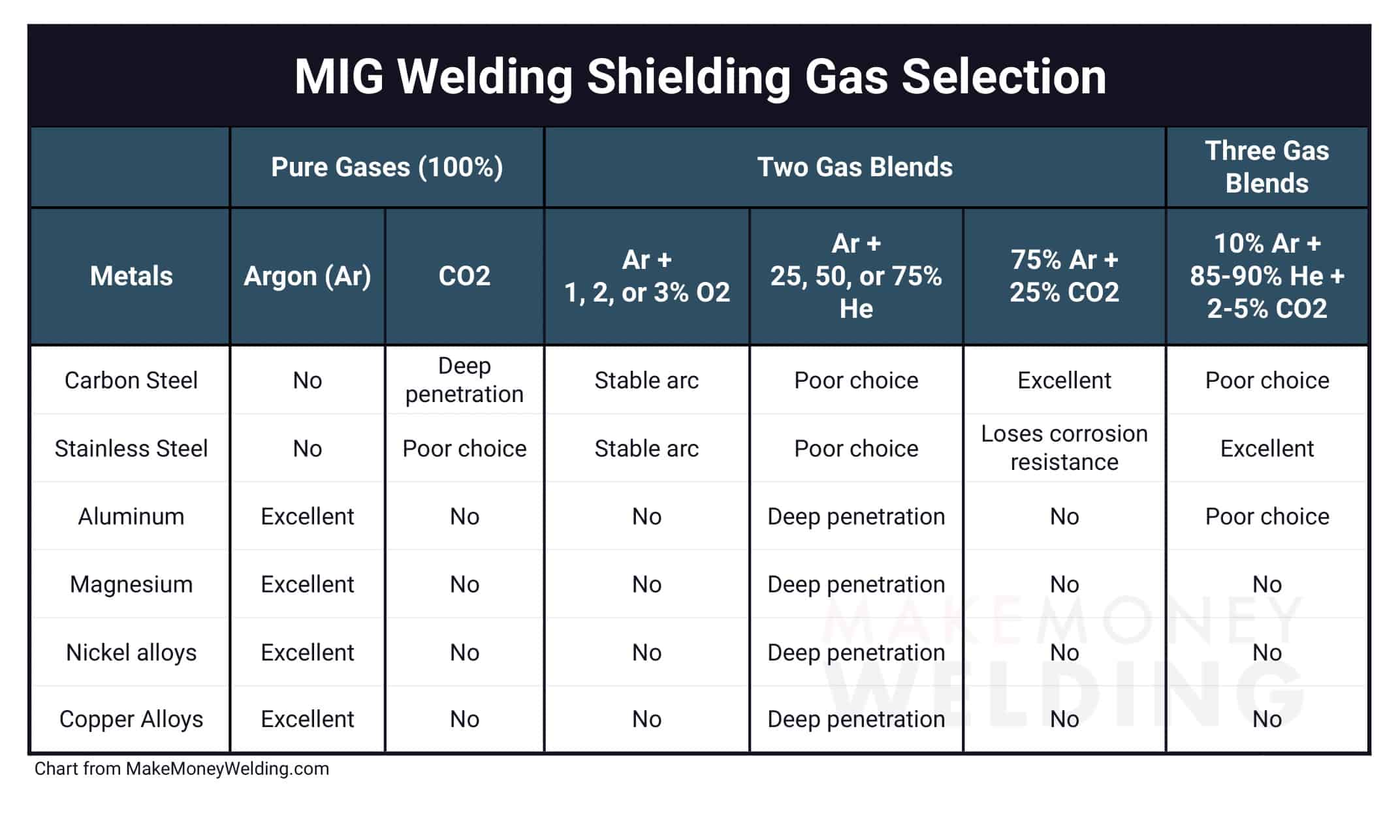
CO2, while cheap and cheerful for mild steel, reacts with the stainless steel at welding temperatures, leading to oxidation and carbon pickup. Hence, the porosity! (Remember my sneeze-weld? Yeah, that was the CO2 in action.)

So, What's the Right Stuff?
The gold standard for MIG welding stainless steel is a mix of argon (Ar) and a small percentage of either carbon dioxide (CO2) or oxygen (O2). Why this combo?
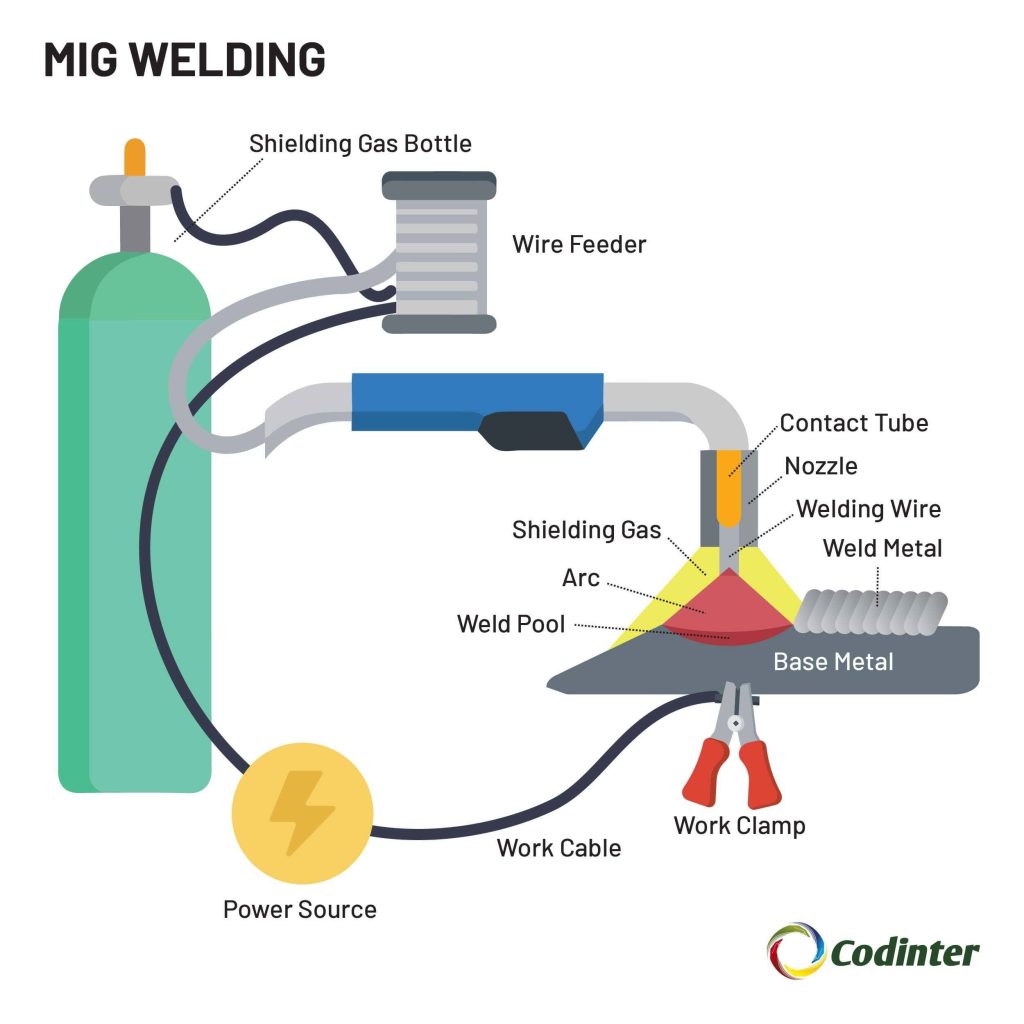
- Argon: This is the primary shielding gas. It's inert, meaning it doesn't react with the weld metal. It provides a stable arc and good weld bead appearance. Think of it as the reliable, steady hand in the equation.
- CO2 (small percentage, like 2-5%): This addition improves the arc stability and penetration. It helps wet the weld out a bit better, giving you a smoother, more consistent bead. But remember, small percentage is key! Too much and you're back to the porosity problems.
- Oxygen (small percentage, like 1-2%): Similar to CO2, oxygen can improve arc stability and puddle fluidity. It can also help reduce surface tension, making the weld bead spread out a bit more. It's a subtle difference, but some welders swear by it.
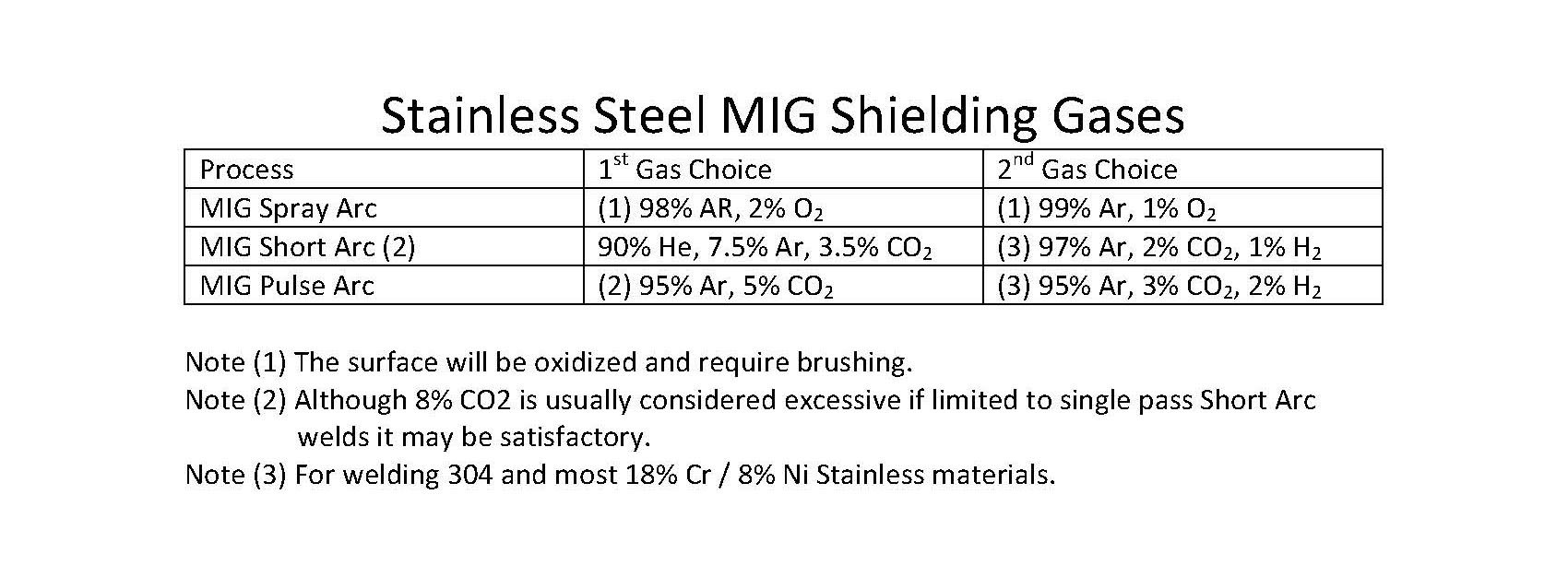
The most common mixes you'll find are 98% Argon/2% CO2, 95% Argon/5% CO2, and 99% Argon/1% Oxygen. Experiment a little to see what works best for your specific application and welding style. (Because, let's face it, we all have our quirks!).

A Few Extra Tips & Tricks
- Keep it clean! Stainless steel is particularly sensitive to contamination. Make sure your base metal is clean and free from oil, grease, and rust. A quick wipe down with acetone or stainless steel cleaner is always a good idea.
- Use the right filler metal. Don't skimp on the filler wire! Use a stainless steel wire that is compatible with the type of stainless steel you're welding. (308L, 316L, etc. – consult a welding chart if you're unsure).
- Adjust your settings. Welding stainless steel often requires slightly lower voltage and travel speed than mild steel. Take some time to dial in your machine for optimal results. A little practice on scrap metal goes a long way.
- Back purging. For critical applications where corrosion resistance is paramount, consider back purging with argon. This involves flowing argon on the backside of the weld to prevent oxidation during welding. (Okay, this is getting a little hardcore, but hey, knowledge is power!).
Choosing the right shielding gas for stainless steel MIG welding might seem like a minor detail, but it can make a world of difference in the quality and appearance of your welds. So, skip the CO2 (unless you want your welds to look like mine did that fateful day!) and invest in a proper argon mix. Your projects – and your sanity – will thank you for it!
Now, if you'll excuse me, I have some railing to re-weld…
Happy welding! (And may your welds be shiny and strong!).