What Gas Do I Need For Tig Welding
Alright, future welding wizards! Let's talk TIG welding gas. Because let's face it, melting metal together is cool, but doing it right? That's where the magic truly happens. And the right gas is a HUGE part of that magic. Think of it like the secret ingredient in your grandma's famous cookies – you can make cookies without it, but they won't be quite the same.
So, you're staring at your TIG welder, ready to create something amazing. You've got your tungsten electrode, your filler rod, and that burning desire to fuse some metal. But then you pause. What gas do you even need? Don't worry, we've all been there! It's not as scary as it sounds.
Argon: The Undisputed Champ
For the vast majority of TIG welding projects, the answer is argon. Plain and simple. Argon is an inert gas, which means it doesn't react with other elements. This is exactly what you want when you're welding. You want a nice, stable atmosphere around your weld pool, protecting it from the nasties in the air (like oxygen and nitrogen) that can cause porosity (those annoying little holes in your weld) and weaken your metal.
Must Read
Think of argon as your bodyguard, keeping all the bad guys away from your molten metal lovechild. Without it, things get ugly, fast!
Why argon? Because it's readily available, relatively inexpensive, and works like a charm on a wide range of metals, including:
- Stainless steel
- Aluminum
- Mild steel
- Nickel alloys
- Titanium
- And many more!
Basically, if you're just starting out with TIG welding, start with argon. You won't regret it. It's the workhorse of the TIG welding world.

Helium: The Power Booster (For Certain Situations!)
Now, let's talk about helium. Helium is another inert gas, but it has a higher thermal conductivity than argon. What does that mean? Simply put, it runs hotter. Like, REALLY hot. This is super useful when you're welding thicker materials, especially aluminum. The extra heat helps you achieve better penetration and a wider weld bead. Think of it as giving your weld a turbo boost! Vroom!
However, there's a catch (there's always a catch, isn't there?). Helium requires a higher flow rate than argon, and it can be a bit more expensive. It also makes the arc a bit more erratic and harder to control, so it's generally not recommended for beginners. It is also lighter than air, and can be a challenge to keep on the weld without proper technique or in a breezy area.
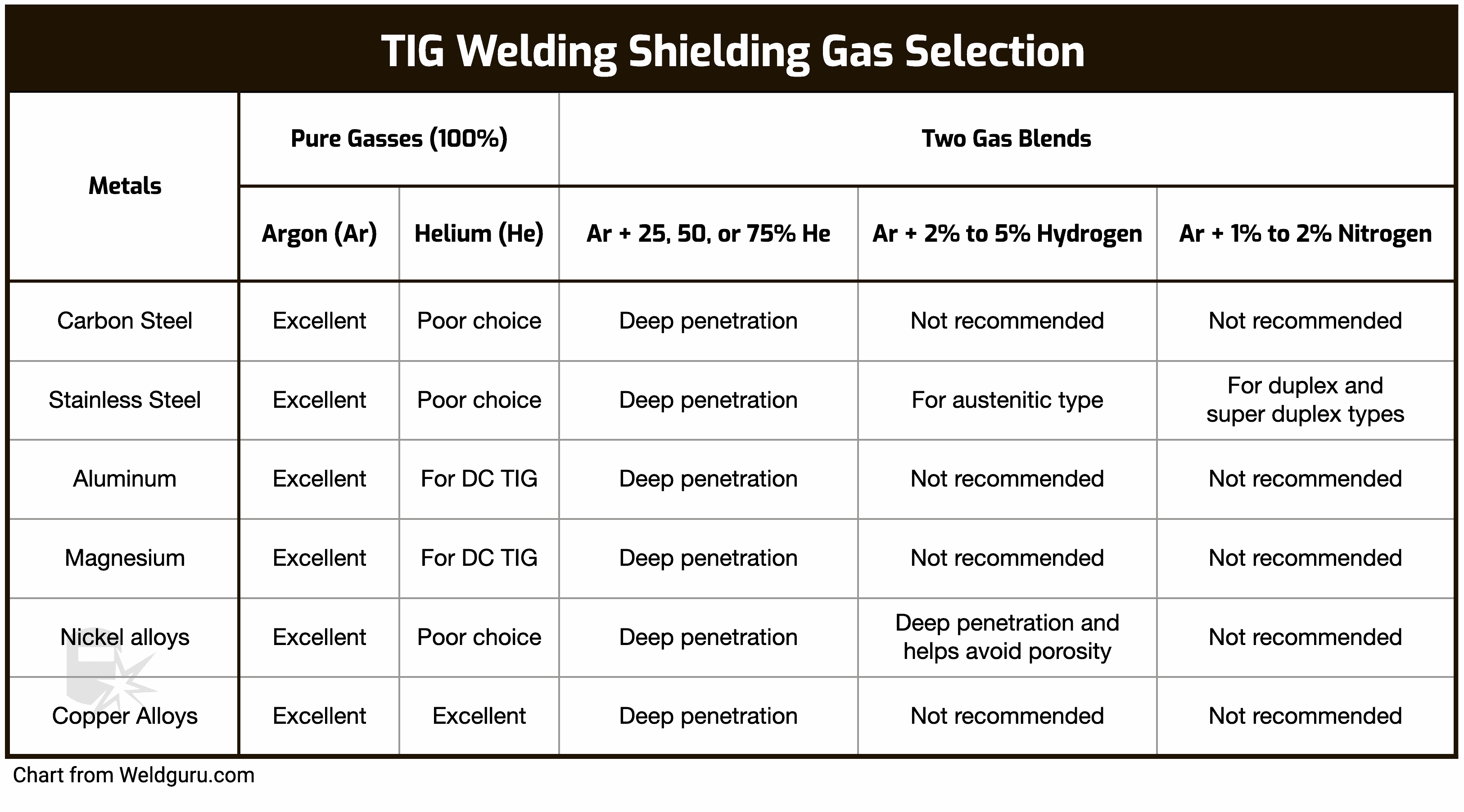
So, when should you use helium? Typically, for:
![TIG Welding Torch [The Basics Explained!] - WeldingWatch](https://weldingwatch.com/wp-content/uploads/2023/12/TIG-Welding-Shielding-gas-guide-2048x1025.jpg)
- Welding thick aluminum (like, REALLY thick)
- Situations where you need maximum heat input
- Certain specialized applications where argon just isn't cutting it
For most hobbyist and beginner TIG welders, sticking with argon is the way to go. But keep helium in the back of your mind for those future, more demanding projects.
Argon/Helium Mixes: The Best of Both Worlds?
And then, we have the argon/helium mixes! These are exactly what they sound like: a blend of argon and helium, designed to give you a balance of both gases' properties. By tweaking the percentage of each gas, you can fine-tune your welding process for specific materials and thicknesses.
For example, a 75% argon / 25% helium mix might be a good choice for welding aluminum that's thicker than usual, but not quite thick enough to warrant pure helium. It gives you a little extra heat without the wild arc of pure helium.

Are these mixes right for you? Maybe! It really depends on your specific needs and experience level. As you gain more experience, you might want to experiment with different argon/helium mixes to see what works best for you.
Flow Rate: Getting It Just Right
Okay, you've chosen your gas (probably argon, right?). Now, you need to set the flow rate. This is the amount of gas that's flowing through your TIG torch, and it's crucial for proper shielding. Too little gas, and you'll get porosity. Too much gas, and you'll waste it and create turbulence, which can also lead to porosity. It's a Goldilocks situation!
So, how do you find that perfect flow rate? A good starting point is around 15-20 cubic feet per hour (CFH). However, this can vary depending on several factors, including:

- The size of your TIG torch nozzle
- The type of metal you're welding
- Whether you're welding indoors or outdoors (wind can affect the shielding)
The best way to determine the optimal flow rate is to experiment! Start with the recommended range and adjust it slightly until you get a nice, clean weld. Listen to the sound of the arc, look at the color of the weld pool, and examine the finished weld for any signs of porosity. Trial and error is key!
Don't Be Afraid to Experiment!
Welding, like any craft, is a journey of discovery. Don't be afraid to try new things, experiment with different gases and flow rates, and see what works best for you. The more you practice, the better you'll become. And who knows? You might just discover your own secret welding sauce!
So, go forth and weld, my friends! The world needs more skilled welders, and you have the potential to be one of them. Start with argon, play around with your flow rate, and don't be afraid to make mistakes. That's how you learn! Now get out there and create something amazing!